How to test manufacturability and weldability digitally before building a single fixture
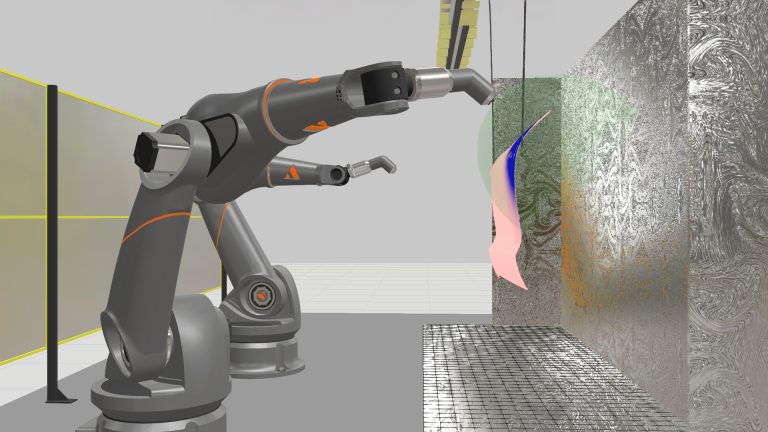
Before you build a single fixture, offline programming lets you test whether a part can actually be welded by a robot. Check seam reachability, fixture interference, torch access, collisions, heat distortion, and cycle time digitally – avoiding costly shop‑floor surprises and rework.

A fixture clamp sitting right on top of a weld seam. A torch that can’t reach a deep cavity without the robot arm hitting the workpiece. Thin sheet metal that warps from heat before the program is even halfway done.
These things happen. They’re expensive to discover on the factory floor, and they’re avoidable in offline programming.
Manufacturability in welding is about whether a part can physically be produced by a robot, with the right seam access, fixture design, tooling, and process parameters, before anyone cuts steel. Robot offline programming (OLP) can answer these questions months before commissioning.

What manufacturability means for robotic welding
Digital manufacturability boils down to a few questions. Can the robot physically reach every weld seam? Does the fixture allow torch access from the right angles? Are there collision risks between robot, torch, workpiece, and fixture? Can the part be welded within the target cycle time? Will heat input cause warping?
The answers depend on the part. Machined pieces with straight edges and flat plates are straightforward. Features are easy to identify, programming is rarely complicated. But parts with curved surfaces, small details, and lots of sub-assemblies are a different story. Complexity multiplies fast.
Material matters too. Steel is relatively forgiving on torch angle tolerances. Aluminum and stainless steel demand tighter control. That affects whether the robot can hold viable process parameters across an entire weld path.
Then there’s what I call the fixture blind spot. Design engineering tends to be good at planning weld seams themselves. Where many teams struggle is how the workpiece gets clamped and held in position. Fixture interference is probably the most common manufacturability problem, and the one most often caught too late.
Why testing weldability digitally matters
A fixture clamp blocking a weld seam, found after the cell is built, means rework, delays, and potentially redesigned tooling. Physical prototyping of cells and fixtures is slow. Product variants multiply the problem since each variant may need different weld paths, different fixture positions, different sequencing.
Here’s what this looks like in practice.
A clamp positioned on top of a weld joint. In offline programming, you find this early and choose: reposition the clamp, remove it during welding via an I/O command (so automation opens it partway through the cycle), or redesign the fixture. On the shop floor, any of those fixes costs days.
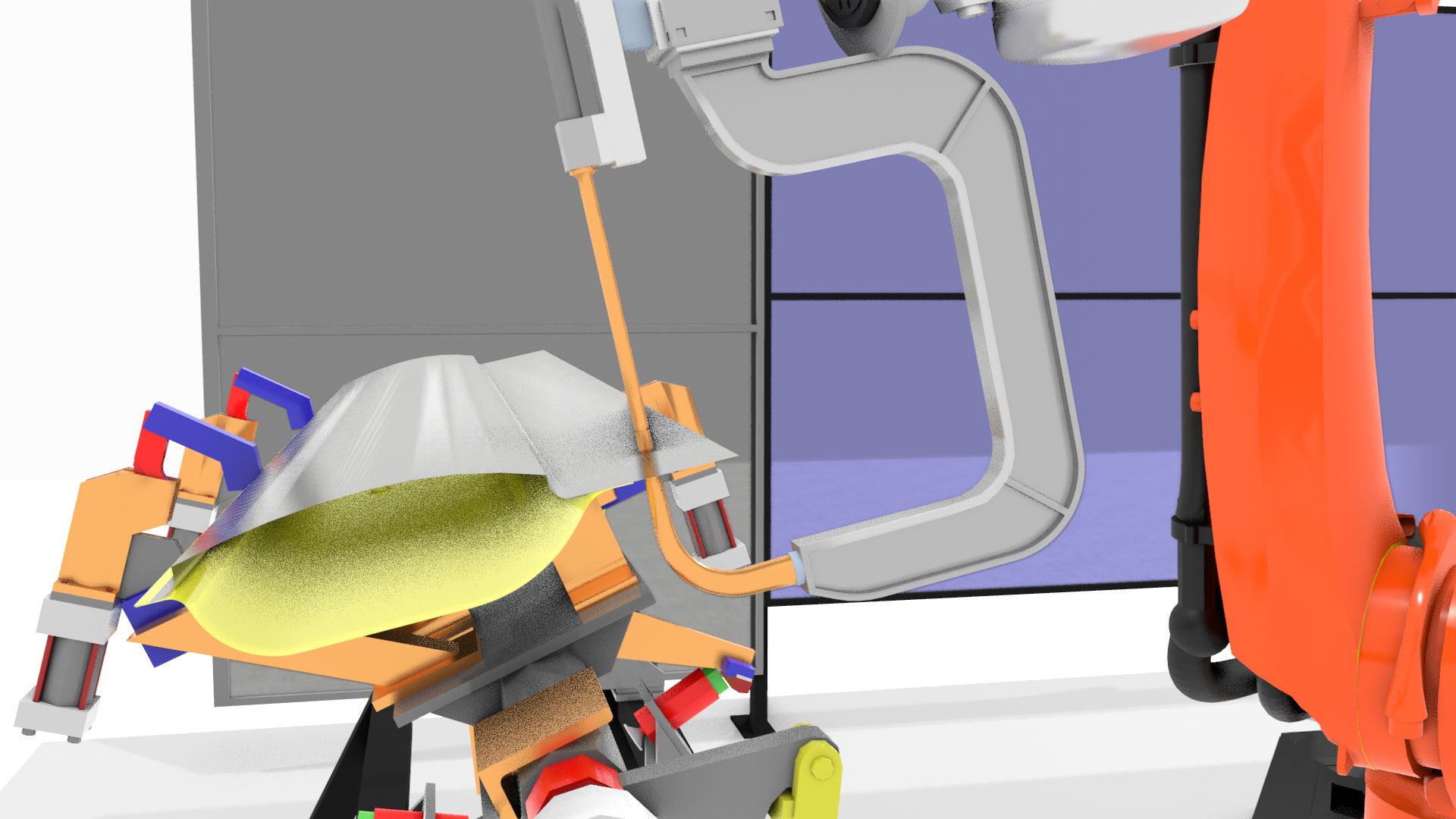
Or a short torch that can’t reach a deep cavity without the robot arm colliding with the part edge. You need a longer torch, but every tool change adds production time. In the offline programming environment you figure out the minimum number of tool changes and plan around them.
Or heat distortion. Weld a small part with lots of thin sheet metal continuously, and an hour later the sheets are warped and the welds look like worms. Proper sequencing with cooling pauses between passes prevents this, and you can plan it all before the robot moves.
Every second a production line stops costs money. Finding these issues in offline programming doesn’t.
What you can check before building anything
| Seam reachability and torch angles |
|---|
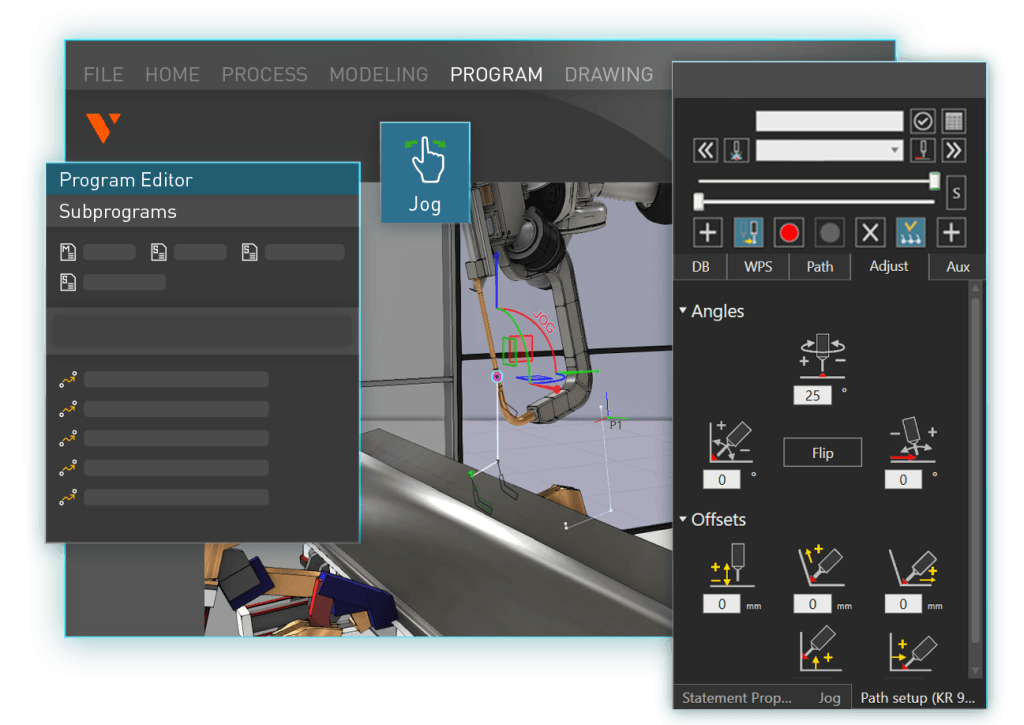
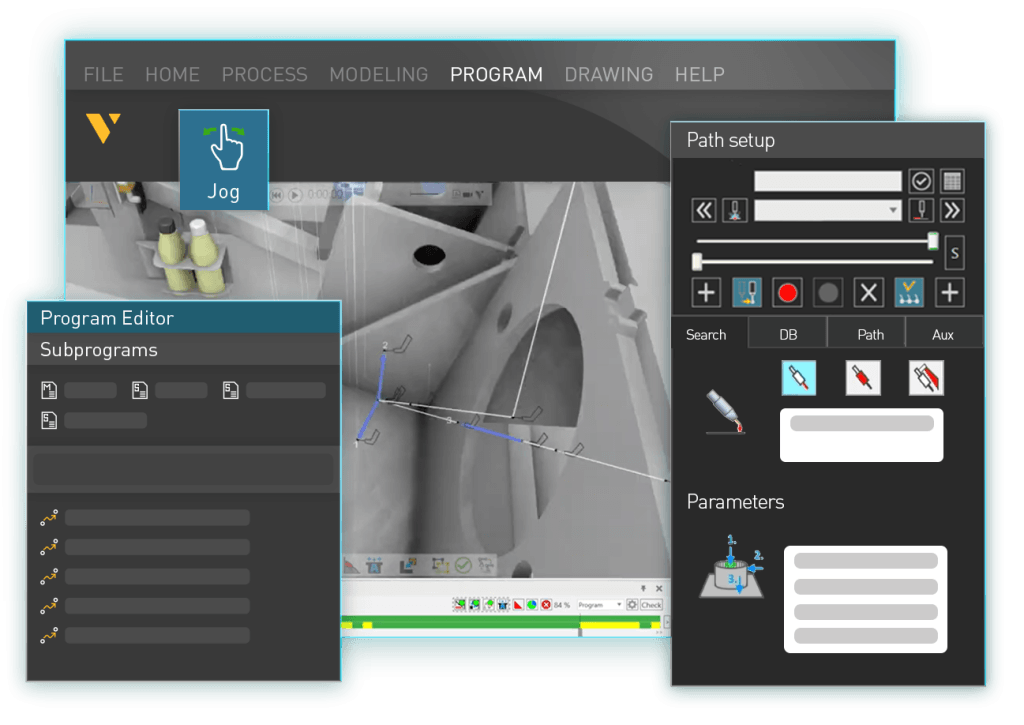
| Every weld seam gets tested against actual robot kinematics. The software calculates exact angles. A 90-degree torch angle is always exactly 90 degrees, not 89 or 91. The human eye can’t distinguish a one-degree deviation on a teach pendant screen, but in the offline programming environment you can zoom in and see it clearly. And it’s repeatable every time. When calibrations are done right, the digital cell model produces production-accurate programs. |
| Fixtures and clamping |
|---|
| You can test different fixtures, assemblies, and clamping positions digitally. You can check automatic fixture signal commands (open/close via I/O) and even run full PLC control logic for fixture automation. Some manufacturers and integrators do complete virtual commissioning of the entire fixture system in software before a single physical component gets installed. |
| Tooling clearance |
|---|
| Check that the torch, wire feeder, and peripherals don’t collide with the workpiece or fixture in any position. Figure out whether a short or long torch works for specific cavities. Minimize tool changes to keep production time down. |
| Multipass welding |
|---|
| Define the root pass, and the software populates fill layers with correct layering and sequencing. It calculates the welding order (all root passes first, then second layers, then third) to balance heat input and minimize distortion. No manual rearranging needed. |
| Cycle time |
|---|
| Get welding time estimates per workpiece before production starts so you can plan capacity. Real numbers, not guesses. |
| Product variants |
|---|
| Two approaches make variants manageable. You can save a complete welding program, import it onto a new workpiece variant, and modify only the changed paths. Or you go feature-based: save a program per recurring feature (like a stiffener plate), and when you click that feature on a new workpiece, the software applies the same program to every matching instance. You end up with feature libraries instead of product-specific programs. |
Programs are tied to the workpiece, not the robot. You can move them between similar cells.
Where this fits in a new robot cell project
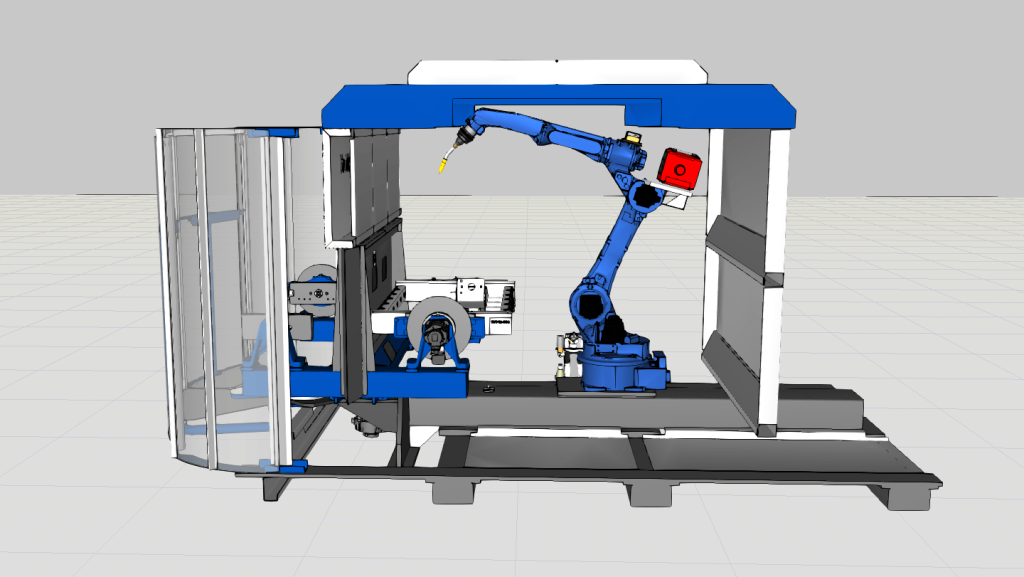
Start OLP early. You can do concept-level work before any hardware decisions, before you even have a detailed plan. With just a product 3D model, you can answer: Is this producible? What’s the estimated welding time? How big does the cell need to be?
Duun Industrier is a good example. They started OLP at the quotation stage, while they were still requesting quotes from integrators for a new welding cell. They used offline programming to figure out fixture requirements and cell configuration. While waiting for the physical cell to arrive, they programmed the entire workpiece. When the robot was installed, they already had a program ready. Production started on day one.
There’s also a long-term angle that people sometimes overlook. Robot cells often get bought for one task. If that task gets discontinued, the robot sits idle. And if you train one person to run the cell and that person leaves, your programming knowledge leaves with them. Having programs and process parameters stored in OLP software means the next person can pick up where the last one left off.
How manufacturers validate weldability in practice
Ponsse: validating weld designs and multi-robot cells digitally

Ponsse builds forest machines in Finland. Their frames are large, with hundreds of weld seams. Heavy machinery like this demands accuracy, proper calibration, and careful heat input management.
What makes Ponsse’s case relevant to manufacturability is how they use offline programming to validate weld designs before production. With complex assemblies and tight access areas, checking torch reachability and weld seam feasibility digitally is essential. Parts that look weldable on a drawing sometimes turn out to have access problems when the robot kinematics come into play.
Ponsse also deals with multi-robot cells and multiple robot brands. Streamlining the design and calibration of these stations in the offline programming environment, rather than sorting it out on the shop floor, prevents costly commissioning delays. When you can verify that every seam is reachable across different robot setups before anything gets built, you eliminate the guesswork.
Duun Industrier: production from day one, plus a digital WPS
Duun pre-programmed their cell before the robot arrived. They also built a custom WPS (Welding Procedure Specification) database directly in the software. All welding parameters, positions, and standards that used to live in paper documents or PDFs in a quality management system are now in one place. When you create welds in the software, the database shows the right parameters for each position. Designers, welding engineers, and operators all work from the same data.
Sandvik: from fixture planning to design for manufacturability

Sandvik doubled their robotic welding capacity in recent years. What’s especially relevant here is how they use Visual Components beyond robot programming to plan jigs and fixtures before production. By creating a point cloud of torch paths and determining the best frame assembly position relative to the welding positioner, they give highly accurate boundary conditions to the jig designers. This approach helped them achieve a jig that ensures full reachability and ideal welding positions for every weld.
The results show in ramp-up speed. Programming for large frames can now be prepared offline, with ramp-up completed in just a few weeks. For smaller projects, offline programming is done in a few days, with final touch-up in the robot cell taking a single shift. Weld quality has improved through standardized multi-pass welding templates, and the process is more consistent across assemblies.
As Markus Juntunen, Production Development Engineer at Sandvik, puts it: “When we build a new robot cell, we are able to do the ramp-up process much faster with Visual Components.”
Looking ahead, Sandvik plans to integrate design-for-manufacturing principles more deeply into its design process. By using OLP data to provide early feedback on weldability and reachability, designers can make more automation-friendly choices, further increasing efficiency and consistency in production.
Design for manufacturability is catching on
The old approach: design the product, then figure out how to build a robot cell around it. That’s starting to shift. More manufacturers now think about robot accessibility and weldability during the design stage, not after.
Practices for embedding product manufacturing information (PMI) in CAD models are evolving, which opens the door to model-based engineering. With better computing, more flexible cell designs, and offline programming, it’s realistic to evaluate manufacturability much earlier. “Can we weld this?” becomes a design-stage question instead of a shop-floor surprise.
Advice from years of field experience
After working with manufacturers across industries for years, I’ll put it bluntly: buy OLP software and validate your designs beforehand. Think about the complete lifecycle of the cell. Robotics and automation are things you can’t avoid if you want to stay competitive. Think long-term: what does production look like years from now? Is your robot cell flexible enough to serve you in ten years, or is it a quick fix for one job?
Once a cell is built and running, every change is a production interruption. Before it’s built, changes cost almost nothing.
Ready to check your next welding cell before it’s built?
Frequently asked questions
Testing whether a part can be robotically welded with correct seam access, fixture design, torch angles, and process parameters, using offline programming before the physical robot cell is built.
More accurate than a human with a teach pendant. The software calculates exact angles and positions every time. A one-degree deviation is invisible to the human eye but clear in the offline programming environment.
Fixture interference (clamps blocking weld seams), tooling collisions (short torch in deep cavities), unreachable seams, heat distortion from poor sequencing, and reachability limits.
Catching fixture interference, tooling collisions, and unreachable seams before the cell is built avoids rework, redesigned tooling, and commissioning delays. Sandvik uses torch path point clouds to give accurate boundary conditions to jig designers, ensuring full reachability from the start. Duun Industrier had production running on day one because the entire cell was validated in offline programming before the robot arrived.
As early as possible. Even at the concept and quotation stage. Duun Industrier started while still getting quotes for their cell and had a program ready before the robot arrived.
Yes. Import an existing program onto a new variant and modify only the changed paths. Or use feature-based programming to auto-apply programs to recurring features across workpieces.
A digital Welding Procedure Specification database built into the software. It stores welding parameters, positions, and standards so everyone works from the same data instead of paper documents.
Further reading
Painting robot simulation: how OLP ensures technical feasibility before production
Robot painting demands precise control of gun orientation, distance, speed, and overlap to achieve uniform film thickness on complex 3D surfaces. It cannot rely on point‑to‑point programming or CAD‑embedded path...

Advanced robot offline programming (OLP) workflow for welding: templates and automatic path optimization
Learn how advanced robot offline programming for welding helps manufacturers program robots faster, more consistently and at scale. This guide explains structured OLP workflows, reusable weld templates, welding databases and...
Automated robot programming: automated path creation in minutes
Automated robot programming reduces hours of manual work by shifting path creation and validation to the offline programming software (OLP). This article explains how automated programming works in practice, the...